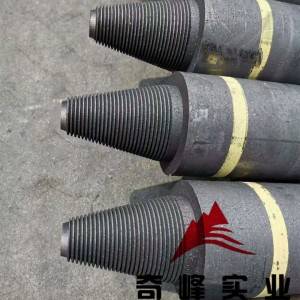
UHP-grafiittielektrodit, joita käytetään EAF-sulatuksessa/LF-jalostuksessa teräksenvalmistuksen aikana



Pikatiedot:
AlkuperäpaikkaHebei, Kiina (Manner)
TuotemerkkiQF
TyyppiElektrodilohko
HakemusTeräksen valmistus/teräksen sulatus
Pituus: 1600–2800 mm
LuokkaHP
Vastus (μΩ.m): <6.2
Näennäinen tiheys (g/cm³)³ ): >1.67
Lämpölaajeneminen (100–600℃) x 10⁻⁶/℃<2.0
Taivutuslujuus (MPa): >10.5
TUHKA0,3 % enintään
Nännin tyyppi: 3TPI/4TPI/4TPIL
Raaka-aineNeulaöljykoksi
ParemmuusAlhainen kulutusaste
VäriMusta Harmaa
Halkaisija300 mm, 400 mm, 450 mm, 500 mm, 600 mm, 650 mm, 700 mm
Toimituskyky
3000 tonnia/tonnia kuukaudessa
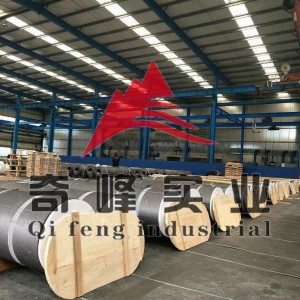
Pakkaus ja toimitus
Pakkaustiedot:
Vakiokokoiset puiset kuormalavat tai asiakkaan vaatimusten mukaan.
PorttiTianjinin satama
Etu
(1) Grafiittielektrodin etuja ovat helpompi prosessointi, korkea purkauskoneistuksen poistonopeus ja pieni grafiittihävikki. Siksi jotkut ryhmäpohjaiset kipinäkoneasiakkaat luopuivat kuparielektrodista ja käyttivät grafiittielektrodia. Lisäksi jotkut elektrodin erityismuodot eivät voi olla kuparia, mutta grafiittia on helpompi muotoilla, ja kuparielektrodi on painavampi eikä sovellu suurten elektrodien prosessointiin. Nämä tekijät ovat aiheuttaneet grafiittielektrodin käytön joissakin ryhmäpohjaisissa kipinäkoneasiakkaissa.
(2) Grafiittielektrodia on helpompi käsitellä, ja sen käsittelynopeus on selvästi nopeampi kuin kuparielektrodin. Esimerkiksi grafiittia käsitellään jyrsimällä, mikä on 2–3 kertaa nopeampaa kuin muiden metallien, eikä se vaadi ylimääräistä manuaalista käsittelyä, kun taas kuparielektrodi vaatii manuaalista hiontaa. Vastaavasti, jos käytät nopeaa grafiittikäsittelykeskusta elektrodin valmistukseen, se on nopeampaa ja tehokkaampaa, eikä pölyongelmia synny. Näissä prosesseissa sopivien kovuustyökalujen ja grafiitin valinta voi vähentää työkalun kulumista ja kuparielektrodin vaurioita. Kun verrataan grafiittielektrodin ja kuparielektrodin jyrsintäaikaa, grafiittielektrodi on 67 % nopeampi kuin kuparielektrodi. Yleisissä olosuhteissa tapahtuvassa purkaustyöstössä grafiittielektrodin käsittelyaika on 58 % nopeampi kuin kuparielektrodin. Tämän seurauksena käsittelyaika lyhenee huomattavasti ja valmistuskustannukset pienenevät.
(3) Grafiittielektrodin rakenne eroaa perinteisen kuparielektrodin rakenteesta. Monilla muottitehtailla on yleensä kuparielektrodin karkeassa käsittelyssä ja viimeistelyssä erilainen varattu määrä, ja grafiittielektrodissa käytetään lähes samaa varattua määrää, mikä lyhentää CAD/CAM- ja koneen käsittelyaikoja ja jo pelkästään tästä syystä parantaa huomattavasti muottipesän tarkkuutta.